

- Услуги
- Литье на заказ
- Полиамид
Литье из полиамида на заказ
Предлагаем производство деталей литьём полиамида под давлением без ограничения по объёму партий и сложности форм. Материал со сверхнизким водопоглощением и высокой размерной стабильностью используют для изготовления конструкционных элементов, различных корпусов и компонентов для электротехники, изделий бытового и промышленного назначения.








Мы производим обширную номенклатуру продукции на современных термопластавтоматах под заказ с возможностью предпродажной подготовки товаров.
Особенности изготовления изделий из полиамида методом литья
Способ переработки пластмасс в литьевых формах разработан в конце XIX века, и сегодня по нему накоплена огромная теоретическая и практическая база. Отработанная технология позволяет оптимизировать процесс, сделать отливку быстрой, качественной и недорогой.
Основы литья полиамида с применением давления:
- Процесс проводится в полностью автоматическом режиме, исключающем влияние человеческого фактора.
- Полиамидная пластмасса поддаётся вторичной переработке, то есть сырьё используется на 100%.
- Полимер поступает в машину в гранулированном состоянии.
- Сырьё прогревается в узле пластификации, тщательно перемешивается для выравнивания температуры и подаётся в полость пресс–формы для литья изделий под давлением.
- В блоке смыкания происходит заполнение объёма и постепенное отвердевание материала.
Процесс контролирует узел ЧПУ, где задаются и поддерживаются параметры нагрева, подачи давления, впрыск, время формирования структуры и другие операции.

К определяющим критериям литья полиамида относятся:
Мы гарантируем подбор оптимальных критериев, повышающих эффективность процесса. Отлаженная технология литья полиамида снижает себестоимость продукции, позволяя добиться требуемых технических характеристик изделий.
Последовательность операций
Определяющие части цикла — выдержка под давлением с формированием структуры и охлаждение отливки. Чем больше вес и толщина стенок, тем длительнее процесс отвердевания пластмассы. Для небольших товаров с тонкими стенками и перемычками процесс определяют скоростные параметры, то есть обе стадии нужно выполнять максимально быстро.
Инженеры компании «Технопласт» рассчитывают оптимальные условия литья, полностью соответствующие требованиям с минимальным или нулевым количеством операций постобработки.
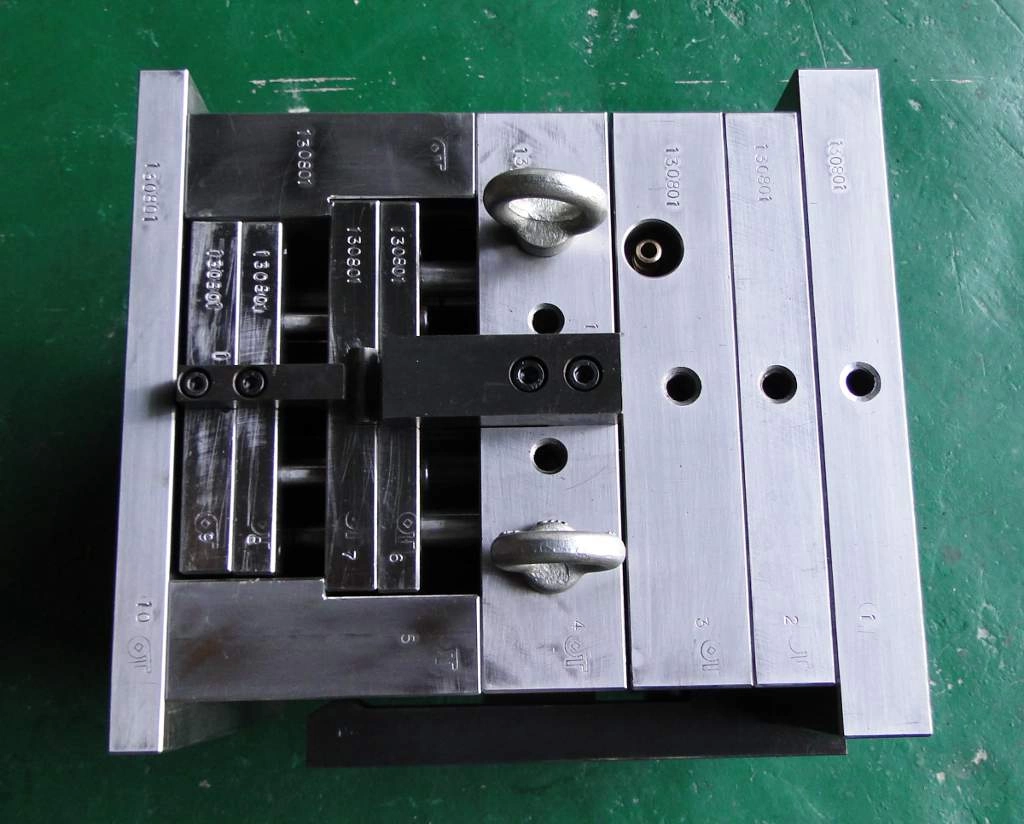
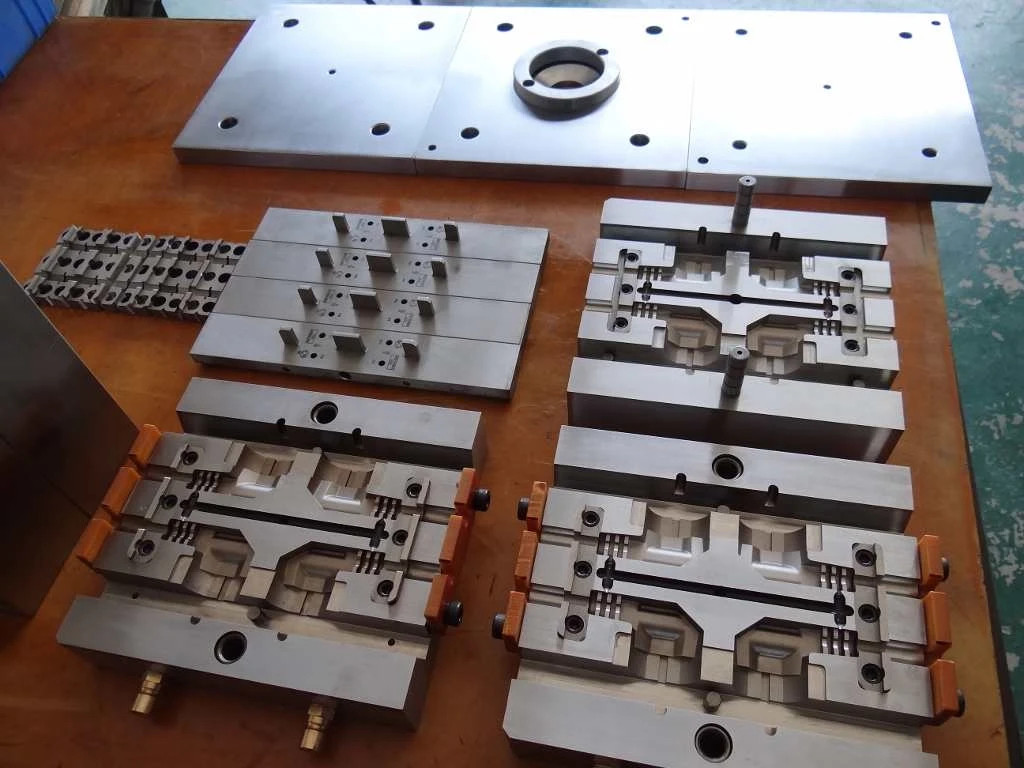
Правила работы с матрицей
Качество деталей из пластмассы, произведённых литьём, зависит от типа пресс–формы. Один из определяющих критериев — поверхность разделения. После того как структура отвердевает внутри полости, подвижная часть отходит назад. На стадии выталкивания важно, чтобы отливка осталась на пуансоне, с которого её снимают выталкивателями.


























Подгонка половин друг к другу должна проводиться максимально тщательно, чтобы запирающего усилия хватало для образования полностью герметичного объёма. Это препятствует подтеканию облоя, то есть нецелевому расходованию продукта, а кроме того, снимает необходимость в постобработке. В процессе проектирования матрицы учитывают эффекты усадки, наблюдаемые во время остывания расплава. Уменьшение объёма детали может составлять до нескольких процентов. Потери необходимо восстанавливать, добавляя вязкожидкую фазу на стадии выдержки. Стенки матрицы не должны изменять параметры при многократной подаче высокого давления.
Внутренняя поверхность шлифуется в соответствии с требованиями к изделию. Степень полировки влияет на цену формы. Для гладкостенных изделий из полиамида необходима зеркальная подготовка, также изготавливают матрицы с текстурированными плоскостями под разные типы материалов.
Как формируется стоимость производства изделий

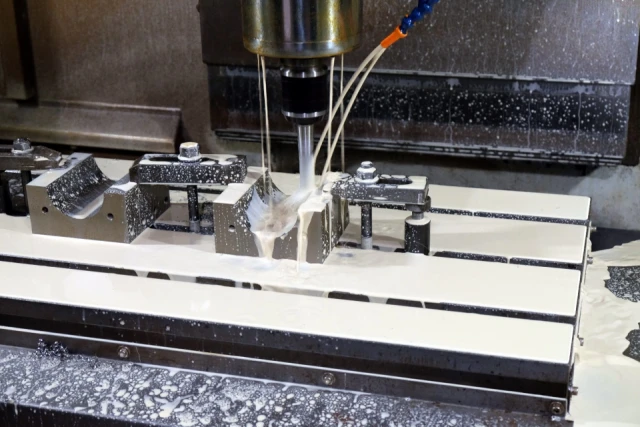
Фрезерный станок по металлу с ЧПУ 5 координатный.

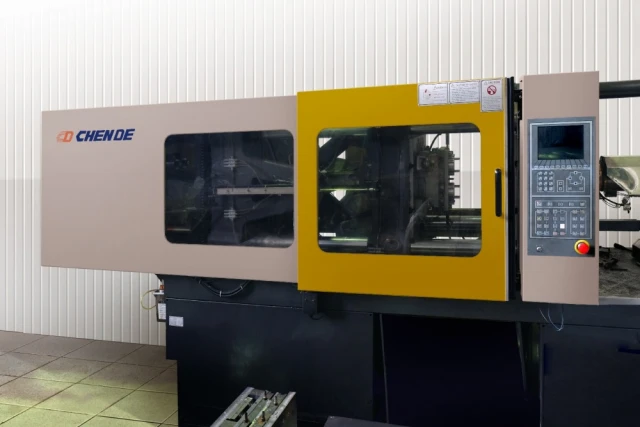
Литьевой цех состоит из 8 термопласт автоматов
Смета рассчитывается исходя из требований задания. Учитываются сложность и материал матрицы, качество исходного сырья и добавок, объём выпуска и вспомогательные услуги. Высококлассные пресс–формы обходятся дороже. Для массового изготовлении товаров это оптимальный вариант, приносящий значительную прибыль.
Матрицу можно использовать для разового выпуска крупной партии количеством до миллиона отливок. Чаще шаблон задействуют многократно, изготавливая серии изделий, в том числе однотипные товары разного цвета.
В нашей компании заказывают выпуск продукции из полиамида под ключ, а также производство и ремонт матриц для собственных предприятий.
Этапы работы
После поступления заявки уточняем детали технического задания, при необходимости помогаем с подготовкой схем и чертежей. На основании разработанных условий определяем исходники, добавки и параметры процесса. Далее работа ведётся по общему плану:
- Готовим и утверждаем эскиз в формате 3d.
- Разрабатываем пресс–форму.
- Выпускаем опытный образец.
- Согласовываем и вносим корректировки, если требуется.
- Выпускаем товар.
Заказ выполняется на одной производственной площадке от подготовки до упаковки по требованию клиента. Это существенно упрощает логистику и сокращает производственные расходы.
Преимущества сотрудничества




Для каждого заказчика определяем наиболее удобный и выгодный порядок работы. При необходимости готовы организовать процесс на условиях контрактного производства с привлечением сторонних заводов. Знаем, как снизить затраты на изготовление изделий, не теряя в производительности и качестве.
- Технический парк компании оснащён современными термопластавтоматами отечественного и европейского производства.
- Услуга предлагается в режиме полного цикла от подбора сырья до отправки партии в адрес клиента.
- Возможна предпродажная подготовка с брендированием и упаковкой по требованию.
- Организована отправка по России, также есть доставка в СНГ.
Изготовление полимерной продукции литьём — универсальный, хорошо адаптируемый к задачам метод. Мы гарантируем выпуск качественных товаров при умеренных производственных затратах. Для того чтобы оставить заявку или уточнить детали сотрудничества, свяжитесь с менеджером «Технопласт».